
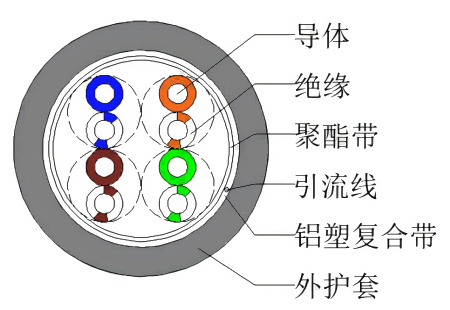
Pokud je kabelový systém pokládán v zemi, v podzemní chodbě nebo ve vodě, kde se hromadí voda, měl by kabel, aby se zabránilo vniknutí vodní páry a vody do izolační vrstvy kabelu a aby se zajistila jeho životnost, mít radiálně nepropustnou bariérovou vrstvu, která zahrnuje kovový plášť a kompozitní plášť z kovu a plastu. Jako kovový plášť se běžně používají olovo, měď, hliník a další kovové materiály. Kompozitní páska z kovu a plastu a polyethylenový plášť tvoří kompozitní plášť kabelu z kovu a plastu. Kompozitní plášť z kovu a plastu, známý také jako komplexní plášť, se vyznačuje měkkostí, přenosností a propustností vody, která je mnohem menší než u plastového a pryžového pláště, a je vhodný pro místa s vysokými požadavky na vodotěsnost. Ve srovnání s kovovým pláštěm má však kompozitní plášť z kovu a plastu stále určitou propustnost.
V evropských normách pro kabely středního napětí, jako jsou HD 620 S2: 2009, NF C33-226: 2016, UNE 211620: 2020, se jako komplexní vodotěsný kryt pro silové kabely používá jednostranně potažená hliníková páska s plastovým povlakem. Kovová vrstva jednostranně potažené hliníkové pásky...hliníková páska s plastovým potahemje v přímém kontaktu s izolačním stíněním a zároveň hraje roli kovového stínění. V evropské normě je nutné testovat odizolovací sílu mezi hliníkovou páskou s plastovým povlakem a pláštěm kabelu a provádět zkoušky odolnosti proti korozi za účelem měření radiálního vodotěsného odporu kabelu; Současně je také nutné měřit stejnosměrný odpor hliníkové pásky s plastovým povlakem za účelem měření její schopnosti vést zkratový proud.
1. Klasifikace hliníkové pásky s plastovým povlakem
Podle různého počtu plastových fólií potažených hliníkovým substrátem lze podélný povlak rozdělit na dva druhy: oboustrannou plastovou potaženou hliníkovou pásku a jednostrannou plastovou potaženou hliníkovou pásku.
Komplexní vodotěsná a vlhkostotěsná ochranná vrstva středněnapěťových a nízkonapěťových silových a optických kabelů, složená z oboustranně plastově potažené hliníkové pásky a polyethylenového, polyolefinového a jiného pláště, hraje roli radiální vodotěsnosti a vlhkosti. Jednostranně plastově potažená hliníková páska se nejčastěji používá pro kovové stínění komunikačních kabelů.
V některých evropských normách se kromě použití jako komplexní vodotěsný plášť používá jednostranně potažená hliníková páska také jako kovové stínění pro kabely středního napětí a stínění hliníkovou páskou má zjevné cenové výhody ve srovnání s měděným stíněním.
2. Proces podélného obalování hliníkovou páskou s plastovým povlakem
Proces podélného obalování hliníkovo-plastovým kompozitním pásem se týká procesu transformace plastem potažené hliníkové pásky z původního plochého tvaru do tvaru trubky pomocí série deformací formy a spojení dvou okrajů plastem potažené hliníkové pásky. Dva okraje plastem potažené hliníkové pásky jsou ploché a hladké, okraje jsou pevně spojeny a nedochází k odlupování hliníku a plastu.
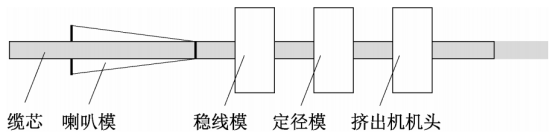
Proces změny tvaru hliníkové pásky s plastovým povlakem z plochého na trubkovitý tvar lze realizovat pomocí podélné balicí matrice, která se skládá z podélné balicí rohovinové matrice, matrice pro stabilizaci linie a kalibrační matrice. Vývojový diagram podélné balicí lisovací matrice hliníkové pásky s plastovým povlakem je znázorněn na následujícím obrázku. Dva okraje trubkové hliníkové pásky s plastovým povlakem lze spojit dvěma způsoby: lepením za tepla a lepením za studena.
(1) Proces horkého spojování
Proces tepelného spojování spočívá ve změknutí plastové vrstvy hliníkové pásky s plastovým povlakem při teplotě 70~90 °C. Při procesu deformace hliníkové pásky s plastovým povlakem se plastová vrstva v místě spoje zahřeje horkovzdušnou pistolí nebo plamenem hořáku a po změknutí plastové vrstvy se oba okraje hliníkové pásky s plastovým povlakem spojí pomocí viskozity. Oba okraje hliníkové pásky s plastovým povlakem pevně slepte.
(2) Proces lepení za studena
Proces lepení za studena se dělí na dva druhy. Prvním je přidání dlouhé stabilní matrice doprostřed třmenové matrice a hlavy extruderu, takže plastem potažená hliníková páska si před vstupem do hlavy extruderu udržuje relativně stabilní trubkovou strukturu. Výstup ze stabilní matrice je blízko výstupu z jádra matrice extruderu a hliníkovo-plastový kompozit vstupuje do jádra extruderu ihned po vyjmutí ze stabilní matrice. Extruzní tlak materiálu pláště udržuje trubkovou strukturu plastem potažené hliníkové pásky a vysoká teplota extrudovaného plastu změkčuje plastovou vrstvu plastem potažené hliníkové pásky, čímž se dokončí lepení. Tato technologie je vhodná pro oboustranně laminované plastem potažené hliníkové pásky. Výrobní zařízení se snadno ovládá, ale zpracování formy je relativně složité a plastem potažená hliníková páska se snadno odvíjí.
Dalším procesem lepení za studena je použití tavného lepidla, při kterém se tavné lepidlo roztaví extruzním strojem v podélné poloze formy na obalování, stlačí se na jednu stranu vnějšího okraje hliníkové pásky s plastovým povlakem a po lepení tavným lepidlem projde hliníková páska přes dvě hrany stabilní linky a kalibrační matrice. Tato technologie je vhodná jak pro oboustranné, tak pro jednostranné hliníkové pásky s plastovým povlakem. Zařízení pro zpracování forem a výrobu se snadno ovládají, ale jejich spojovací účinek je výrazně ovlivněn kvalitou tavného lepidla.
Aby byla zajištěna spolehlivost provozu kabelového systému, musí být kovové stínění elektricky spojeno s izolačním stíněním kabelu, proto se jako kovové stínění kabelu musí použít jednostranná plastem potažená hliníková páska. Například proces horkého spojování zmíněný v tomto článku je vhodný pouze pro oboustranné...hliníková páska s plastovým potahem, zatímco proces lepení za studena s použitím tavného lepidla je vhodnější pro jednostranně potaženou hliníkovou pásku.
Čas zveřejnění: 30. července 2024